


羅茨風機吹染料_羅茨風機
羅茨風機吹染料:一種用于羅茨風機的聚酰亞胺涂層配方及羅茨風機與涂覆工藝的制作方法
一種用于羅茨風機的聚酰亞胺涂層配方及羅茨風機與涂覆工藝的制作方法
【專利摘要】一種用于羅茨風機的聚酰亞胺復合涂層配方及羅茨風機與涂覆工藝,通過在主動葉輪與從動葉輪的表面以及機殼的內壁上涂覆有聚酰亞胺涂層,實現兩個葉輪之間的間隙以及葉輪與殼體之間的間隙降低到0?0.05mm,大大提升了風機效率。該涂層具有耐磨、低摩擦系數、耐腐蝕、耐高溫等特點,且涂層與涂層之間的接觸是軟性的而且摩擦力很小,不會導致金屬葉輪骨架因為碰撞而變形或受到外部氧化腐蝕。
【專利說明】
一種用于羅茨風機的聚酰亞胺涂層配方及羅茨風機與涂覆工藝
[0001]本發明涉及羅茨風機技術領域,具體涉及一種用于羅茨風機的聚酰亞胺復合涂層配方及羅茨風機與涂覆工藝。
【背景技術】
[0002]羅茨風機的工作效率取決于兩個葉輪之間的間隙以及葉輪與殼體之間的間隙,間隙會導致風機產生回流,也就是說間隙越小風機的工作效率越高。
[0003]傳統的羅茨風機葉輪與殼體都是純金屬,配合端面之間的間隙過于小風機就會卡死,過于大就會導致風機效率低下,所以風機效率完全取決于機床的加工精度。目前國內較為先進的雙向曲面刨加工中心也只能使配合端面的間隙維持在0.10-0.15mm之間。除此之外,純金屬葉輪容易被氧化腐蝕,導致風機壽命受風機的使用環境所影響。
【發明內容】
[0004]為了解決現有技術的不足,本發明的提供了一種用于羅茨風機的聚酰亞胺復合涂層配方及羅茨風機與涂覆工藝。
[0005]本發明采用的技術解決方案是:一種用于羅茨風機的聚酰亞胺復合涂層配方,按質量百分比計,包括以下組分:20-80%的聚酰亞胺,0-30%的聚砜,10-50%的聚醚醚酮,0-20%的石墨,5-20%的潤滑劑二硫化鉬。
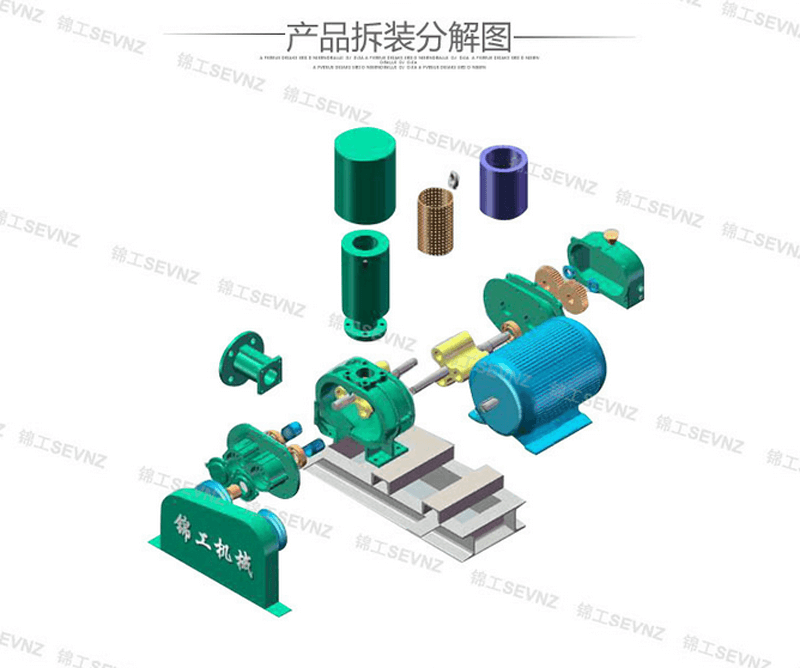
[0006]—種采用聚酰亞胺復合涂層配方的羅茨風機,包括機殼,所述的機殼內設有有平行設置的主動軸和從動軸,所述主動軸和從動軸均經軸承支承于機殼的軸承孔內,所述的主動軸上連接有主動葉輪,所述的從動軸上連接有從動葉輪,所述的主動軸的輸入端設有皮帶輪,所述的主動軸和從動軸通過同步齒輪連接,所述的主動葉輪與從動葉輪的表面以及機殼的內壁上涂覆有聚酰亞胺涂層,所述的涂層厚度為0.05mm±0.01mm。
[0007]所述的機殼的一端還設有齒輪端墻板,所述的齒輪端墻板與主動葉輪與從動葉輪的配合端面上也涂覆有聚酰亞胺涂層。
[0008]所述的主動葉輪與從動葉輪表面的聚酰亞胺涂層的最外層為磨合層,所述的主動葉輪與從動葉輪之間相互沿磨合層軌跡運動。
[0009 ]所述的主動葉輪和從動葉輪與機殼內壁的間隙為0-0.05mm。
[0010]所述的齒輪端墻板上設有軸承座,所述的同步齒輪通過緊固件固定在所述主動軸和從動軸上,所述主動軸和從動軸經軸承支承于所述軸承座中。
[0011]—種羅茨風機的聚酰亞胺復合涂層配方的涂覆工藝,包括以下步驟:
1、按權利要求1的聚酰亞胺復合涂層配方配制并混合成聚酰亞胺涂料;
2、將工件置于120°C溫度下預熱20min;
3、在預熱后的工件表面涂覆聚酰亞胺涂料;
4、將涂覆有聚酰亞胺涂層的工件置于180°C條件下60min脫溶,將涂層中的空氣脫出;
5、將脫溶結束后的工件置于260°C條件下高溫固化30min,即得所需聚酰亞胺涂層。
[0012]所述的表面涂覆為噴涂。
[0013]本發明的有益效果是:本發明提供了一種用于羅茨風機的聚酰亞胺復合涂層配方及羅茨風機與涂覆工藝,通過在主動葉輪與從動葉輪的表面以及機殼的內壁上涂覆有聚酰亞胺涂層,實現兩個葉輪之間的間隙以及葉輪與殼體之間的間隙降低到0-0.05mm,大大提升了風機效率。該涂層具有耐磨、低摩擦系數耐腐蝕、耐高溫等特點,且涂層與涂層之間的接觸是軟性的而且摩擦力很小,不會導致金屬葉輪骨架碰撞變形或氧化腐蝕。
【附圖說明】
[0014]圖1為本發明結構示意圖。
[0015]圖2為本發明剖視圖。
[0016]圖3為本發明主動葉輪結構示意圖。
[0017]圖4為本發明主動葉輪結構剖視圖。
[0018]圖5為本發明從動葉輪結構示意圖。
[0019]圖6為本發明從動葉輪結構剖視圖。
[0020]圖中1-機殼,2-主動軸,3-從動軸,4-皮帶輪,5-同步齒輪,6_聚酰亞胺涂層,7_齒輪端墻板,21 -主動葉輪,31 -從動葉輪。
【具體實施方式】
[0021]現結合圖1、圖2、圖3、圖4、圖5、圖6對本發明進行進一步說明,一種用于羅茨風機的聚酰亞胺復合涂層配方,按質量百分比計,包括以下組分:20-80%的聚酰亞胺,0-30%的聚砜,10-50%的聚醚醚酮,0-20%的石墨,5-20%的潤滑劑二硫化鉬。采用二硫化鉬作為潤滑劑從而降低涂層的摩擦系數。
[0022]一種羅茨風機的聚酰亞胺復合涂層配方的涂覆工藝,包括以下步驟:
(1)按上述的聚酰亞胺復合涂層配方配制并混合成聚酰亞胺涂料;
(2)將工件置于120°C溫度下預熱20min;
(3)在預熱后的工件表面噴涂聚酰亞胺涂料;
(4)將噴涂有聚酰亞胺涂層的工件置于180°C條件下60min脫溶,將涂層中的空氣脫出;
(5)將脫溶結束后的工件置于260°C條件下高溫固化30min,即得所需聚酰亞胺復合涂層。
[0023]本發明涂覆工藝采用先工件預加熱的步驟,使預加熱后的工件也成為一個加熱源,使涂層的內外表面都有加熱,均勻、涂層質量好。
[0024]此涂層已經通過了 240小時的ASTM B_117鹽霧實驗,能有效防止風機葉輪,軸承座以及殼體被氧化腐蝕,大大提高了風機的使用壽命。
[0025]—種采用聚酰亞胺復合涂層配方的羅茨風機,包括機殼I,所述的機殼I內設有有平行設置的主動軸2和從動軸3,所述主動軸2和從動軸3均經軸承支承于機殼I的軸承孔內,所述的主動軸2上連接有主動葉輪21,所述的從動軸3上連接有從動葉輪31,所述的主動軸2的輸入端設有皮帶輪4,所述的主動軸2和從動軸3通過同步齒輪5連接,所述的主動葉輪21與從動葉輪31的表面以及機殼I的內壁上涂覆有聚酰亞胺涂層6,所述的涂層厚度為
0.05mm±0.01mm。所述的主動葉輪21與從動葉輪31表面的聚酰亞胺涂層6的最外層為磨合層,所述的主動葉輪21與從動葉輪31以及機殼1、齒輪端墻板7的磨合層就會相互摩擦并且磨合出新的葉輪軌跡。所述的機殼I的一端還設有齒輪端墻板7,所述的齒輪端墻板7與主動葉輪21與從動葉輪31的配合端面上也涂覆有聚酰亞胺涂層6。
[0026]所述的主動葉輪21和從動葉輪31與機殼I內壁的間隙為0-0.05mm。
[0027]所述的齒輪端墻板7上設有軸承座,所述的同步齒輪5通過緊固件固定在所述主動軸2和從動軸3上,所述主動軸2和從動軸3經軸承支承于所述軸承座中。
[0028]本發明的羅茨風機在葉輪,殼體以及齒輪端墻板7內側等配合端面上涂覆了一層聚酰亞胺復合涂層,涂層厚度為0.05mm。該涂層能使兩個葉輪之間的間隙以及葉輪與殼體之間的間隙降低到0-0.05mm,大大提升了風機效率。該涂層具有耐磨、低摩擦系數、耐腐蝕、耐高溫等特點,且涂層與涂層之間的接觸是軟性的而且摩擦力很小,不會導致金屬葉輪骨架碰撞變形而損壞。當風機運轉一段時間后,風機內部溫度會升高,風機的葉輪就會熱漲,此時葉輪上的涂層就會相互摩擦并且磨合出一道新的葉輪軌跡,這時的葉輪軌跡就是最佳軌跡。
[0029]以上所述僅是本發明的優選實施方式,本發明的保護范圍并不僅局限于上述實施例,凡屬于本發明思路下的技術方案均屬于本發明的保護范圍。應當指出,對于本技術領域的普通技術人員來說,在不脫離本發明原理前提下的若干改進和潤飾,這些改進和潤飾也應視為本發明的保護范圍。
【主權項】
1.一種用于羅茨風機的聚酰亞胺復合涂層配方,其特征在于,按質量百分比計,包括以下組分:20-80%的聚酰亞胺,0-30%的聚砜,10-50%的聚醚醚酮,0-20%的石墨,5-20%的潤滑劑二硫化鉬。2.—種采用權利要求1所述的聚酰亞胺復合涂層配方的羅茨風機,包括機殼(I),所述的機殼(I)內設有有平行設置的主動軸(2)和從動軸(3),所述主動軸(2)和從動軸(3)均經軸承支承于機殼(I)的軸承孔內,所述的主動軸(2)上連接有主動葉輪(21),所述的從動軸(3)上連接有從動葉輪(31),所述的主動軸(2)的輸入端設有皮帶輪(4),所述的主動軸(2)和從動軸(3)通過同步齒輪(5)連接,其特征在于,所述的主動葉輪(21)與從動葉輪(31)的表面以及機殼(I)的內壁上涂覆有聚酰亞胺涂層(6),所述的涂層厚度為0.05mm±0.01mm。3.根據權利要求2所述的一種羅茨風機,其特征在于,所述的機殼(I)的一端還設有齒輪端墻板(7),所述的齒輪端墻板(7)與主動葉輪(21)與從動葉輪(31)的配合端面上也涂覆有聚酰亞胺涂層(6)。4.根據權利要求2所述的一種羅茨風機,其特征在于,所述的主動葉輪(21)與從動葉輪(31)表面的聚酰亞胺涂層(6)的最外層為磨合層。5.根據權利要求2所述的一種羅茨風機,其特征在于,所述的主動葉輪(21)和從動葉輪(31)與機殼(I)內壁的間隙為0-0.05mm。6.根據權利要求3所述的一種羅茨風機,其特征在于,所述的齒輪端墻板(7)上設有軸承座,所述的同步齒輪(5)通過緊固件固定在所述主動軸(2)和從動軸(3)上,所述主動軸(2)和從動軸(3)經軸承支承于所述軸承座中。7.—種權利要求2所述的羅茨風機的聚酰亞胺復合涂層配方的涂覆工藝,其特征在于,包括以下步驟: (I)按權利要求1的聚酰亞胺涂層配方配制并混合成聚酰亞胺涂料; (2 )將工件置于120 0C溫度下預熱20min ; (3)在預熱后的工件表面涂覆聚酰亞胺涂料; (4)將涂覆有聚酰亞胺涂層的工件置于180°C條件下60min脫溶,將涂層中的空氣脫出; (5)將脫溶結束后的工件置于260°C條件下高溫固化30min,即得所需聚酰亞胺涂層。8.根據權利要求7所述的聚酰亞胺復合涂層配方的涂覆工藝,其特征在于,所述的表面涂覆為嗔涂。
【文檔編號】C09D5/08GKSQ
【公開日】2021年10月12日
【申請日】2021年6月17日
【發明人】林翔
【申請人】浙江錦工機械制造有限公司

羅茨風機吹染料:羅茨風機為什么吹熱氣?
羅茨風機輸送的清潔空氣,為什么吹出來的帶熱氣的風機?今天錦工風機小編給大家來解讀下:
1、強制輸送氣體
羅茨風機在輸送氣體的時候,需要對風機進行強制壓縮,風機的選型時,有個壓力參數,比如39kpa,羅茨鼓風機在壓縮空氣時,可以承受的最大壓力是39kpa,當前方管道的壓力達到39kpa時,風機可以克服壓力正常運行。
強制壓縮空氣運行,必然會產生熱量,所以,羅茨鼓風機排風出來是帶有一定溫度的。
HDfj11.com
2、進口溫度
輸送清潔空氣,進口溫度一般控制在40攝氏度以下,超過40攝氏度,對于普通風機的各個方面的性能要求較高,很難實現良好的輸送效果。
3、正常風機的出口溫度
如果我們輸送清潔空氣,出口溫度盡量保持在100度一下,超過100度需要對油箱進行水冷,如果我們使用的風機,壓力很高,需要采用雙級串聯型,并需要加裝冷卻器來對空氣進行冷卻。
4、高溫對風機的影響
高溫對風機的油箱、密封件、軸承等,都會產生影響,嚴重可能導致風機無法工作,在每天檢查的工作內容中,風機機體溫度、軸承溫度、油箱溫度,都需要進行檢查,并做好每天的記錄工作。
錦工風機專業生產羅茨鼓風機,如果您有此方面的采購定制問題,可以聯系我們的全國免費客服熱線
:三葉羅茨鼓風機產品列表
羅茨風機吹染料:羅茨風機操作步驟
原標題: 羅茨風機操作步驟
羅茨風機啟動需要注意哪些?有的客戶問是直接插上電源就可以啟動?如果直接插上電源開關容易出現故障或者電機燒壞。下面給大家分析下羅茨風機啟動前的檢查工作:
1、檢查配管聯接部位是否堅固完好。
2、用手轉動風機皮帶輪,檢查風機內部是否有卡澀現象。
3、電氣檢修后初次啟動前必須檢查回轉方向(以皮帶罩上箭頭為準)。
4、檢查潤滑油油質是否合格,油位應接近油堵螺紋下緣。
5、全開進出口管道上的閥門及旁路閥,保證氣路暢通。
羅茨風機的啟動步驟:
1、羅茨風機入口閥全開,出口閥全關,啟動電機,當羅茨風機出口壓力高于操作壓力時逐步打開出口閥門,調節到所需流量,使泵投人正常運轉。
2、檢查電機電流,如羅茨風機在額定流量運轉而電機超負荷時應停羅茨風機檢查。
3、環保羅茨風機運轉過程中,應經常檢査壓力表和電流表的指示值是否正常,檢查軸承溫度是否正常,檢查有無振動和雜音等異常悄況。
羅茨風機運行中的注意事項:
1、啟動時或運行中,若發現有撞擊聲和摩檫聲,應立即停運,消除故障后重新啟動。
2、投運時禁止將進出口門全部關閉啟動。
3、羅茨風機在額定工況下運轉時,各滾動軸承的溫升不得高于55℃,表面溫度最高不超過95℃,油箱內潤滑油溫度不得超過65℃。
4、經常檢查各部位牢固情況,特別是定位銷,不能有任何松動。
5、定期清除濾清器的塵埃或更換濾料,避免含塵量過大增加系統阻力。
6、保持系統清潔,防止異物進入機內。
以上介紹希望對大家有所幫助,大家遇到羅茨風機使用事項可以參照這些細節去操作。根據這些細節操作可以避免故障發生。
本文來自上海黑偉機械工程有限公司官網 如需轉載請注明
:
羅茨風機吹染料:羅茨風機的使用操作步驟
羅茨風機是利用兩個葉形轉子在氣缸內作相對運動來壓縮和輸送氣體的回轉壓縮機。那么它的使用操作有哪些?下面介紹:
1、為了保證風機安全運行,不允許承載管道、閥門、框架等外加負荷。
2、應對風機各部件全面進行檢查,機件是否完整,各螺栓、螺母的連接松緊情況、各緊固件和定位銷的安裝質量、進排氣管道和閥門安裝質量等。
3、檢查鼓風機與電動機的找中、找正質量。
4、檢查機組的底座四周是否全部墊實,地腳螺栓是否緊固。
5、向油箱注入規定牌號之機械油至油位線之中,潤滑油牌號為N220的中負荷工作齒輪油。
6、檢查電動機轉向是否符合指向要求。
7、在皮帶輪(聯軸器)處應安裝皮帶罩(防護罩),以保證操作使用的安全。
8、全部打開鼓風機進、排氣口閥門,盤動風機轉子,應轉動靈活,無撞擊和磨擦等現象,確認一切正常情況下,方可啟動風機進行試運轉使用。
羅茨風機的安全運行及使用壽命,取決于正確而經常地維護和保養,并應注意任何事故的苗子,除了要注意一般性維修規程外,對下述各點要著重注意。
我們是一家有十余年設計、制造經驗的羅茨鼓風機專業廠家。江鼓品牌風機相關產品:羅茨風機 羅茨真空泵 密集型羅茨風機 高壓型羅茨風機 沼氣增壓鼓風機 多集離心鼓風機!
變頻羅茨鼓風機 求購羅茨鼓風機 大型羅茨鼓風機
山東錦工有限公司
地址:山東省章丘市經濟開發區
電話:0531-83825699
傳真:0531-83211205
24小時銷售服務電話:15066131928
