


羅茨風機_葉輪的制造_羅茨鼓風機
羅茨風機_葉輪的制造:一種羅茨風機葉輪的制作方法與工藝
技術編號:
提示:您尚未登錄,請點 登 陸 后下載,如果您還沒有賬戶請點 注 冊 ,登陸完成后,請刷新本頁查看技術詳細信息。
本發明涉及一種羅茨風機的葉輪。背景技術葉輪是羅茨風機關鍵部件,目前羅茨風機葉輪轉速通常在1000-2000r/min,由于長時間使用,當轉速過高就會有斷軸風險,而且易產生葉輪與本體相碰現象,影響風機性能和壽命。發明內容本發明的目的就是針對上述現有技術存在的不足,提供一種不易斷軸,使用壽命長的羅茨風機葉輪。本發明采用的技術方案如下:一種羅茨風機葉輪,其特征是它包括有兩個葉輪片和葉輪軸,所述兩個葉輪片相對于葉輪軸對稱設置,葉輪片頂點至葉輪軸中心處距離為L,葉輪片頂部兩側圓形邊的邊緣點在葉輪片至葉輪軸...
該技術已申請專利,請尊重研發人員的辛勤研發付出,在未取得專利權人授權前,僅供技術研究參考不得用于商業用途。
提示:您尚未登錄,請點 登 陸 后下載,如果您還沒有賬戶請點 注 冊 ,登陸完成后,請刷新本頁查看技術詳細信息。
羅茨風機_葉輪的制造:一種羅茨風機葉輪的制作方法與流程
本發明涉及羅茨風機制造領域,尤其涉及一種羅茨風機葉輪的制作方法。
背景技術:
羅茨風機為容積式風機,葉輪是羅茨風機的旋轉部分,分兩葉和三葉,但由于三葉的比兩葉的出氣脈動更小、噪聲更小、機械強度更高、負荷變化更小、運轉更平穩等很多優點,已逐漸代替兩葉羅茨風機。
在兩根相平行的軸上設置兩個三葉型葉輪,葉輪與橢圓形機箱內孔面及各葉輪三者之間始終保持微小的間隙,由于葉輪互為反方向勻速旋轉,使箱體和葉輪所包圍著的一定量的氣體由吸入的一側輸送到排出的一側。
目前三葉型葉輪一般使用鑄鐵材料,鑄造后進行二次加工,需要精密設備加工,工序繁雜,效率不高。
技術實現要素:
本發明的目的是克服現有技術的缺陷,提供一種羅茨風機葉輪的制作方法。
實現本發明目的的技術方案是:一種羅茨風機葉輪的制作方法,步驟如下:
(a)按照三葉型葉輪的外輪廓的詳細尺寸制作cad圖紙,將圖紙輸入激光切割機;
(b)選取1.5mm的鑄鐵板放置在激光切割機下進行切割葉輪片,葉輪片中心開設槽齒;
(c)選用鋅基合金利用模具在420℃澆鑄葉輪連接桿,葉輪連接桿外圈設置定位齒,澆鑄的前后都使用本領域常規脫模劑;
(d)對切割好的葉輪片進行沖壓,在葉輪片的三個葉子上沖壓出兩兩葉輪片間能夠扣合的凸凹點;
(e)在葉輪連接桿上壓裝葉輪片,葉輪片和葉輪連接桿利用槽齒和定位齒進行固定,葉輪片和葉輪片之間使用凹凸點貼合;
(f)葉輪連接桿與葉輪片之間的縫隙利用電焊填補并使用螺母鎖緊。
上述技術方案(d)步驟所述的凸凹點為每個葉子上設置一個。
采用上述技術方案后,本發明具有以下積極的效果:本發明工序簡單,使用激光切割,葉輪片精準光滑,設置凸凹點使葉輪片扣合緊密,使用螺母鎖緊穩固可靠。
具體實施方式
下面結合實施例對本發明作進一步的說明。
本發明制作方法步驟如下:
(a)按照三葉型葉輪的外輪廓的詳細尺寸制作cad圖紙,將圖紙輸入激光切割機;
(b)選取1.5mm的鑄鐵板放置在激光切割機下進行切割葉輪片,葉輪片中心開設槽齒;
(c)選用鋅基合金利用模具在420℃澆鑄葉輪連接桿,葉輪連接桿外圈設置定位齒,澆鑄的前后都使用本領域常規脫模劑;澆鑄前可以對模具進行220℃的預熱然后再使用脫模劑;
(d)對切割好的葉輪片進行沖壓,在葉輪片的三個葉子上沖壓出兩兩葉輪片間能夠扣合的凸凹點;
(e)在葉輪連接桿上壓裝葉輪片,葉輪片和葉輪連接桿利用槽齒和定位齒進行固定,葉輪片和葉輪片之間使用凹凸點貼合;
(f)葉輪連接桿與葉輪片之間的縫隙利用電焊填補并使用螺母鎖緊。
(d)步驟所述的凸凹點為每個葉子上設置一個。
以上所述的具體實施例,對本發明的目的、技術方案和有益效果進行了進一步詳細說明,所應理解的是,以上所述僅為本發明的具體實施例而已,并不用于限制本發明,凡在本發明的精神和原則之內,所做的任何修改、等同替換、改進等,均應包含在本發明的保護范圍之內。

羅茨風機_葉輪的制造:導致羅茨風機產生振動的十五大原因
原標題:導致羅茨風機產生振動的十五大原因
羅茨風機產生振動怎么去解決?為什么羅茨風機會振動?其實羅茨風機發出故障有很多因素導致的:
羅茨風機葉輪本身不平衡所引起的振動,其產生的原因有:葉輪上的零部件松動、變化、變形或產生不均勻的腐蝕、磨損;工作介質中的固體顆粒沉積在轉子上;檢修中更換的新零部件重量不均勻;制造中葉輪的材質不勻稱;加工精度有誤差、裝配有偏差等。
羅茨風機葉輪與主軸配合間隙過大。
主軸發生彎曲。
基礎或機座的剛性不夠或不牢,基礎鋼板薄弱、墊鐵松動、位移;地腳螺栓松動等。
基礎下沉、傾斜或有裂紋。
機組安裝水平度不好,轉子撓度有變化。
羅茨風機由于安裝不良造成的聯軸器中間找正誤差過大。
聯軸器與軸配合間隙過大;彈性套間隙過大或間隙不均。
機殼內有摩擦現象,葉輪歪斜與機殼內壁相碰。
集流器與羅茨風機葉輪之間的間隙不均勻,或有摩擦現象。
軸承磨損,間隙過大;軸頸磨損,軸承內套與軸頸配合間隙大。
輸送介質通道是堵塞、銹蝕、污垢。
羅茨風機進風管道、出風管道安裝不良。
各部位的連接螺栓松動。
電氣方面的缺陷引起的振動:定子三相磁場不對稱,由于三相電壓不平衡,單相運行等原因導致磁中間錯位;定子鐵心或定子線圈松動,使定子電磁振動和噪聲加大;電機氣隙不均引起的電磁振動;轉子導體故障,有松動的零件等。
:
羅茨風機_葉輪的制造:羅茨風機的葉輪生產工藝的制作方法
本發明涉及羅茨風機領域,特別涉及羅茨風機的葉輪生產工藝。
背景技術:
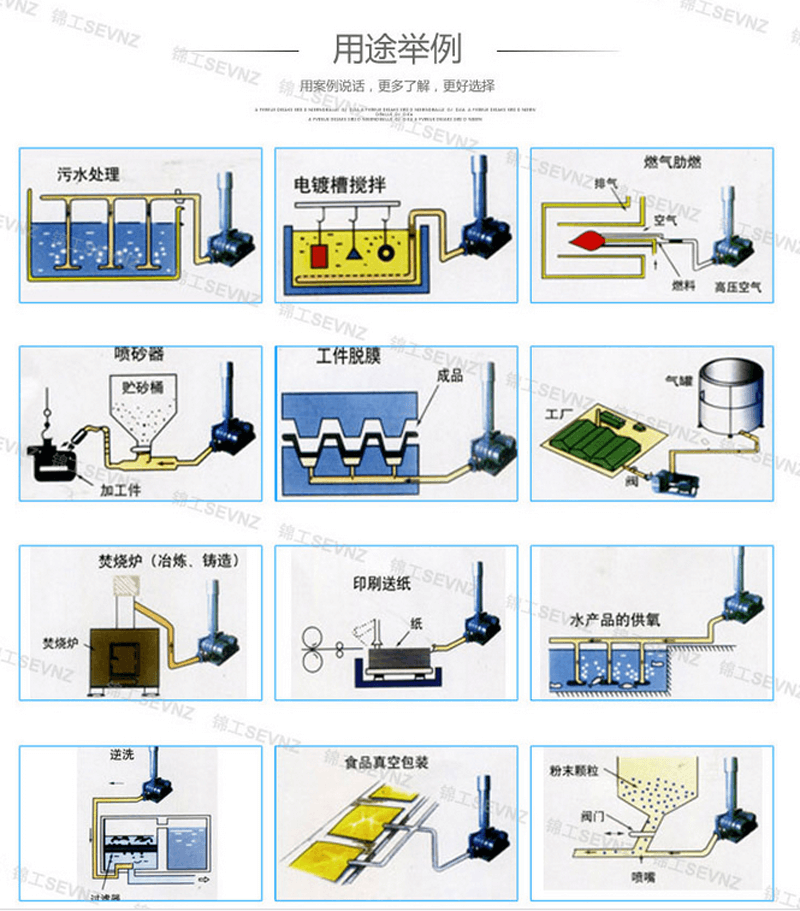
羅茨風機屬容積式風機,原理是利用兩個葉形轉子在氣缸內作相對運動來壓縮和輸送氣體的回轉壓縮機。這種風機結構簡單,制造方便,廣泛應用于水產養殖增氧、污水處理曝氣、水泥輸送,更適用于低壓力場合的氣體輸送和加壓系統,也可用作真空泵等。葉輪是羅茨風機的關鍵部件,葉輪上固定連接有轉軸。現有的葉輪和轉軸采用為一體澆鑄而成,后期再通過精加工。但是葉輪與轉軸的直徑差別較大,使得一體澆鑄比較困難,工藝復雜,生產成本高,并且葉輪和轉軸的工作環境不同,對性能的也要求不一樣,如果采用一體澆鑄而成,葉輪和轉軸必需采用同樣的材料,無法根據葉輪與轉軸的需要各自采用最合適的材料,會降低葉輪和轉軸的性能和使用壽命。
技術實現要素:
本發明提出了羅茨風機的葉輪生產工藝,解決了現有技術中羅茨風機的葉輪和轉軸采用一體澆鑄工藝,生產工藝復雜、生產成本高,并且葉輪和轉軸只能采用同一種材料,無法采取最合適的材料的缺陷。
本發明的技術方案是這樣實現的:
羅茨風機的葉輪生產工藝,包括以下步驟:
S1、采用澆鑄方式分別生產出葉輪、左半軸和右半軸,葉輪的中間為連通兩端面的軸孔,軸孔包括從左到右依次包括左軸孔、中間分隔孔和右軸孔;
S2、對左半軸、右半軸、左軸孔和右軸孔進行精加工,對葉輪的型線進行粗加工,保留在加工余量;
S3、加熱葉輪到250~300℃之間,然后將左半軸右端的安裝部和右半軸左端的安裝部分別裝入左軸孔和右軸孔中,左半軸右端的安裝部與左軸孔為過盈配合,右半軸左端的安裝部與右軸孔為過盈配合;
S4、待葉輪冷卻后,對葉輪的型線、外圓外徑及長度進行精加工。
進一步,所述葉輪采用HT250材料,所述左半軸和右半軸均采用45Cr材料。
本發明的有益效果:本發明極錦工簡化了羅茨風機的葉輪人生產工藝,降低了制作成本,葉輪、左半軸和右半軸均能采用各自最適宜的材料,提升葉輪、左半軸和右半軸性能和使用壽命;軸孔的加工過程,因為有同軸度等加工精度要求,將軸孔分隔成左軸孔和右軸孔分別加工,相當于減小了長度,在同樣的加工精度要求下,加工難度下降,加工出來的孔的精度也更高;中間分隔孔,為左軸孔和右軸孔精加工留有余量,方便左軸孔和右軸孔精加工,降低加工難度,并且方便左半軸和右半軸熱裝進左軸孔和右軸孔。
附圖說明
為了更清楚地說明本發明實施例或現有技術中的技術方案,下面將對實施例或現有技術描述中所需要使用的附圖作簡單地介紹,顯而易見地,下面描述中的附圖僅僅是本發明的一些實施例,對于本領域普通技術人員來講,在不付出創造性勞動的前提下,還可以根據這些附圖獲得其他的附圖。
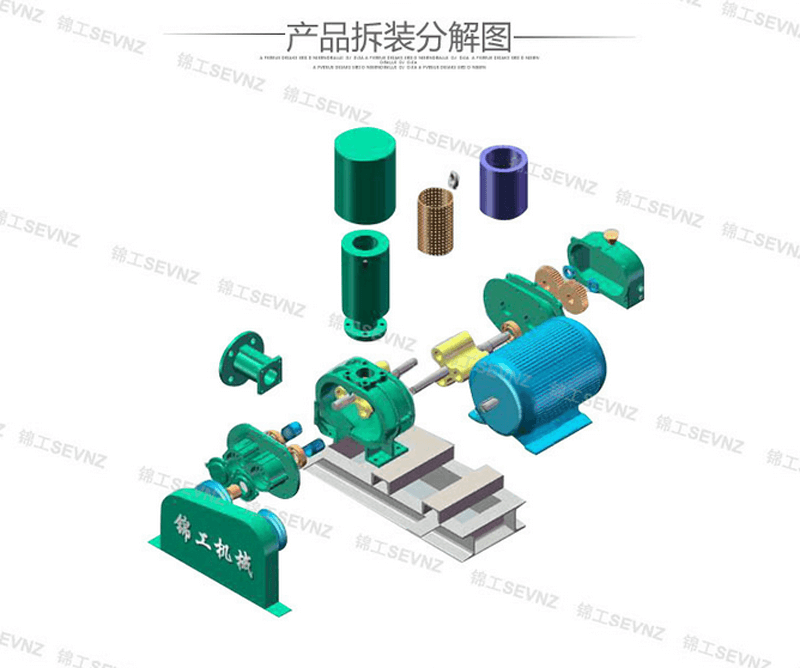
圖1為本發明羅茨風機的葉輪的結構示意圖。
其中:左半軸1、左軸孔2、中間分隔孔3、右軸孔4、右半軸5、葉輪6。
具體實施方式
下面將結合本發明實施例中的附圖,對本發明實施例中的技術方案進行清楚、完整地描述,顯然,所描述的實施例僅僅是本發明一部分實施例,而不是全部的實施例。基于本發明中的實施例,本領域普通技術人員在沒有做出創造性勞動前提下所獲得的所有其他實施例,都屬于本發明保護的范圍。
實施例1
參照圖1,羅茨風機的葉輪生產工藝,包括以下步驟:
S1、采用澆鑄方式分別生產出葉輪6、左半軸1和右半軸5,葉輪6的中間為連通兩端面的軸孔,軸孔包括從左到右依次包括左軸孔2、中間分隔孔3和右軸孔4;
S2、對左半軸1、右半軸5、左軸孔2和右軸孔4進行精加工,對葉輪6的型線進行粗加工,保留在加工余量;
S3、加熱葉輪6到250℃,然后將左半軸1右端的安裝部和右半軸5左端的安裝部分別裝入左軸孔2和右軸孔4中,左半軸1右端的安裝部與左軸孔2為過盈配合,右半軸5左端的安裝部與右軸孔4為過盈配合;
S4、待葉輪6冷卻后,對葉輪6的型線、外圓外徑及長度進行精加工。
在本實施例中,所述葉輪6采用HT250材料,所述左半軸1和右半軸5均采用45Cr材料。
實施例2
羅茨風機的葉輪生產工藝,包括以下步驟:
S1、采用澆鑄方式分別生產出葉輪6、左半軸1和右半軸5,葉輪6的中間為連通兩端面的軸孔,軸孔包括從左到右依次包括左軸孔2、中間分隔孔3和右軸孔4;
S2、對左半軸1、右半軸5、左軸孔2和右軸孔4進行精加工,對葉輪6的型線進行粗加工,保留在加工余量;
S3、加熱葉輪6到270℃,然后將左半軸1右端的安裝部和右半軸5左端的安裝部分別裝入左軸孔2和右軸孔4中,左半軸1右端的安裝部與左軸孔2為過盈配合,右半軸5左端的安裝部與右軸孔4為過盈配合;
S4、待葉輪6冷卻后,對葉輪6的型線、外圓外徑及長度進行精加工。
在本實施例中,所述葉輪6采用HT250材料,所述左半軸1和右半軸5均采用45Cr材料。
實施例3
羅茨風機的葉輪生產工藝,包括以下步驟:
S1、采用澆鑄方式分別生產出葉輪6、左半軸1和右半軸5,葉輪6的中間為連通兩端面的軸孔,軸孔包括從左到右依次包括左軸孔2、中間分隔孔3和右軸孔4;
S2、對左半軸1、右半軸5、左軸孔2和右軸孔4進行精加工,對葉輪6的型線進行粗加工,保留在加工余量;
S3、加熱葉輪6到300℃,然后將左半軸1右端的安裝部和右半軸5左端的安裝部分別裝入左軸孔2和右軸孔4中,左半軸1右端的安裝部與左軸孔2為過盈配合,右半軸5左端的安裝部與右軸孔4為過盈配合;
S4、待葉輪6冷卻后,對葉輪6的型線、外圓外徑及長度進行精加工。
在本實施例中,所述葉輪6采用HT250材料,所述左半軸1和右半軸5均采用45Cr材料。
通過上面的幾個實施例可知,本發明極錦工簡化了羅茨風機的葉輪人生產工藝,降低了制作成本,葉輪6、左半軸1和右半軸5均能采用各自最適宜的材料,提升葉輪6、左半軸1和右半軸5性能和使用壽命;軸孔的加工過程,因為有同軸度等加工精度要求,將軸孔分隔成左軸孔2和右軸孔4分別加工,相當于減小了長度,在同樣的加工精度要求下,加工難度下降,加工出來的孔的精度也更高;中間分隔孔3,為左軸孔2和右軸孔4精加工留有余量,方便左軸孔2和右軸孔4精加工,降低加工難度,并且方便左半軸1和右半軸5熱裝進左軸孔2和右軸孔4。
以上所述僅為本發明的較佳實施例而已,并不用以限制本發明,凡在本發明的精神和原則之內,所作的任何修改、等同替換、改進等,均應包含在本發明的保護范圍之內。
羅茨鼓風機怎么維修 羅茨鼓風機漏油 羅茨鼓風機機油 三葉羅茨鼓風機參數
山東錦工有限公司
地址:山東省章丘市經濟開發區
電話:0531-83825699
傳真:0531-83211205
24小時銷售服務電話:15066131928
