


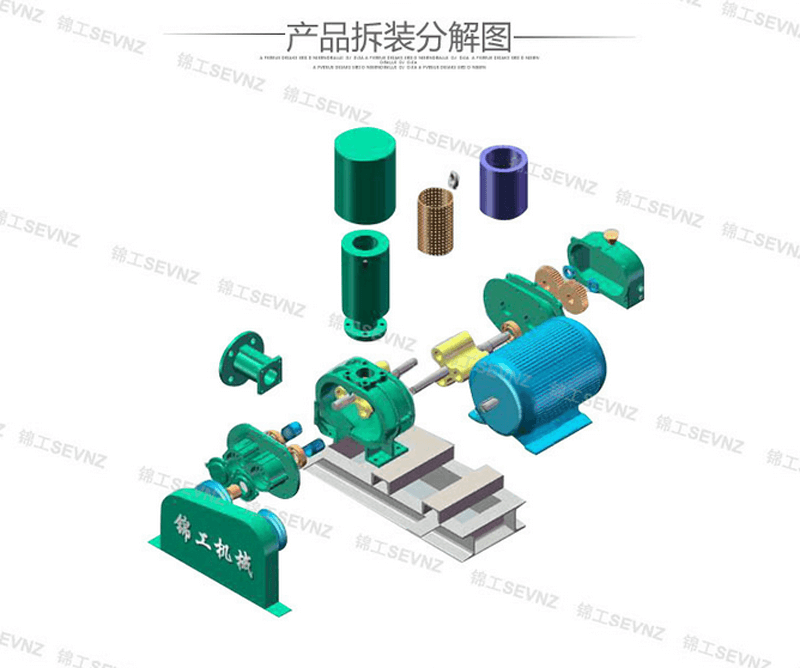
羅茨真空風機裝配_羅茨鼓風機
羅茨真空風機裝配:污水處理廠羅茨鼓風機安裝工藝
原標題:污水處理廠羅茨鼓風機安裝工藝
山東錦工有限公司是一家專業生產羅茨鼓風機、羅茨真空泵、回轉風機等機械設備公司,位于有“鐵匠之鄉”之稱的山東省章丘市相公鎮,近年來,錦工致力于新產品的研發,新產品雙油箱羅茨風機、水冷羅茨風機、油驅羅茨風機、低噪音羅茨風機,贏得了市場好評和認可。
連云港市主城區污水處理廠工程及污水處理工程主要鼓風機均采用錦工的高壓羅茨鼓風機,風機型號為JGR200(Q=13500Nm/h,H=7.2m水柱),帶隔音罩,錦工鼓風機廠配套 10Kv電動機N=35KW。
設備為整體運抵現場,按照外方要求,不能將整體設備拆解安裝,必須整體安裝,羅茨鼓風機平面外形尺寸為1500mmx3000mm,高約3000mm,重約7.5噸。每臺鼓風機底部有10個200mmx150mm鍍鋅鋼板塊,鍍鋅鋼板塊的上面裝有橡膠減震裝置,通過螺栓與羅茨鼓風機底座連接,鍍鋅鋼板塊的下表面座落在砼基礎面上,通過粘接使羅茨鼓風機達到穩固效果。羅茨風機安裝工藝。
1定位放線
按照設計圖紙要求對羅茨鼓風機安裝基礎進行測量放線,經校核無誤后,按照羅茨鼓風機隨機帶的基礎底座圖,放出10塊鍍鋅鋼板塊的縱向、橫向中心線,核定無誤后再放出每塊鍍鋅鋼板塊的周邊尺寸線,此尺寸線比實際鍍鋅鋼板塊周邊各大出50mm。
2基礎表面處理
用帶合金片的角向磨光機對基礎點進行磨平處理,磨平時角向磨光機要端平,用力要均勻,隨磨平隨用水準儀進行測量,不能出現超磨和單點有凹坑現象,待磨至標高距要求標高2mm時,換用細砂輪片進行研磨,并找出不平點。
找不平點的方法如下:提前加工一塊和設備自帶鍍鋅鐵塊尺寸相同的鐵塊,在此鐵塊底面涂上紅色顏料,涂顏料的一面和砼面進行刮蹭研磨,砼面上有紅色的位置,表明此位置比沒有紅色的位置高,對此位置應再行研磨,如此反復,直到每個基礎面出現均勻的紅色,并且10個基礎點標高控制在±lmm之間,除去基礎表面紅色顏料,第二次準確放出10塊鍍鋅鋼板塊的周邊尺寸線,此時基礎已達到安裝條件。
3羅茨鼓風機安裝
1)每臺羅茨風機有10個200×150mm的支撐點,用角向磨光機對支撐點混凝土面進行研磨,相臨支撐點標高控制在±1mm以內。
2)將羅茨鼓風機整體運至基礎旁,利用羅茨鼓風機房內的吊車將鼓風機整體吊至基礎上方,10塊鍍鋅鋼板塊已固定在羅茨鼓風機底座上且邊線已經校核調正,將粘接膠均勻涂抹在研磨好的砼基礎面和鍍鋅鋼板塊的下表面,利用吊車慢速擋緩慢放下羅茨鼓風機。
3)羅茨鼓風機落地時一定要使10塊鍍鋅鋼板塊的外緣尺寸和砼基礎面上所放的鋼板塊外邊線尺寸線重合,待粘接膠充分發泡后,除去基礎上多余的泡沫,此時羅茨鼓風機基礎粘接完畢。
4)待粘接膠完全固化后方可撤除臨時支撐,且羅茨風機安裝后應清洗基礎及支腿。
5)羅茨風機主機安裝完畢后,及時連接各相應的管路及附件。
:
羅茨真空風機裝配:羅茨真空泵
錦工羅茨鼓風機特點:
1、鑄件用樹脂砂工藝鑄造,由山東輕工機械廠鑄造車間生產,錦工風機鑄件質量有充分的保證。
2、葉輪嚴格按照漸開線理論設計,并在計算機上仿真模擬,裝機前要做多次轉動平衡實驗,充分保證了漸開線的嚙合特性,有效的降低了泄漏,提高了效率。
3、機殼、墻板由高精度數顯坐標鏜床加工,精度高,質量穩定。
4、進排氣口采用螺旋結構并加裝消聲器,使進、排氣脈動平緩,震動小,噪音低。
5、潤滑采用主、副油箱濺油潤滑,不但使潤滑更加可靠,并且解決了脂潤滑的許多缺點,有效的提高了軸承使用壽命。
6、密封結構合理,油氣不能進入機殼,因此,輸出空氣清潔,不含油脂。
7、軸承、三角帶采用進口件。軸承為日本制造,三角帶為美國制造。
8、風機齒輪采用20CrMnTi經滲碳處理,磨削加工,精度達五級,齒面更耐磨,能明顯降低齒輪噪音。
9、錦工羅茨風機標配電機為山東華力電機集團股份有限公司生產,質量穩定可靠。
10、錦工羅茨風機出廠前都經過了48小時的試運行,調試合格才能發貨,保證了羅茨風機出廠的質量。
羅茨真空風機裝配:羅茨真空泵如何裝配的?先來看下這6條吧!錦工風機
不論什么機械設備的裝配,都會遇到一般常用件的裝配和特殊件的裝配,現分別敘述。
1、滾動軸承的裝配
滾動軸承以過盈配合時,軸承的座圈會變形。例如,內圈的直徑增大,外圈的直徑減少,因而會減小座圈滾道表面和滾珠之間的徑向間隙。如果安裝不當,會使間隙過小,這樣軸承滾珠可能會卡住,影響軸承正常運.轉。
軸承內圈與軸、外圈與軸承盒的配合不能有間隙,因為這樣就不能使軸達到所要求的定心準確度。因此在裝配滾動軸承時,必須遵守以下規則:
(1)在裝配以前,應把軸承放在汽油和礦物油(6?8%)組成的混合油中淸洗。洗過以后,須將軸承放在干凈的紙上,并使它干燥。
(2)在安裝軸承以前,軸上和軸承盒內的配合處也應仔細的洗干凈,并將其干燥。
(3)把軸承裝到軸上時,不應當直接用錘敲擊座圈。面應當敲在硬木桿上或者頂在內圈的管子上,敲擊力應當沿座圈的整個端面均勻分布。
(4)軸承裝好后,應在軸承盒端蓋擋油槽內放上密封氈墊,氈墊應用熱油浸漬。
(5)在軸承座內應填充2/3空間的潤滑脂。
裝配滾動軸承常用的方法是:把仔細洗凈的軸承,放在油槽中加熱15~20min,然后用軸向力將其裝在軸上。一般軸承的加熱溫度可在60?100’C范圍內選定,因為軸承的回火溫度在150?180℃之間,如果加熱溫度超過100℃,就很容易引起回火。將加熱了的軸承迅速地套在軸上,并用錘輕輕擊入。
裝配好的滾動軸承,當用手轉動軸承的外圈時,應是勻滑的,沒有卡住的現象,噪聲也不大。還要用塞尺檢查座圈的端面和軸肩的接觸是否已很緊地貼在軸肩上,而同時又不抵住倒角。軸承在軸上的歪斜,是其嚴重的缺點,應査究原因而予克服。在拆卸軸承時,要用拆卸工具,不能直接用錘敲擊。h d f j 1 1 . C O M
2、齒輪傳動裝置的裝配(圓柱齒輪)
齒輪傳動裝置工作的耐久性和可靠性,受一系列因素的影響,如齒輪的材料,齒輪的加工質量和潤滑情況等。即使上面這些條件都符合要求,但是,如果裝配得不正確,也會降低齒輪傳動的效率,加快齒面的磨損和縮短齒輪傳動裝置的使用壽命。
齒輪傳動裝置正確裝配的基本要求是:將齒輪正確地裝配和固定在軸上,精確地保持兩嚙合齒輪的相對位置,使齒間具有一定的嚙合間隙,以及保證齒的工作表面能良好地接觸。裝配正確的齒輪在運應該是速度均勻,沒有振動和噪聲。
將齒輪裝到軸上時,應使齒輪的中心線與軸的中心線重合,齒輪的端面與軸的中心線垂直。
在齒輪副裝配好后,應保證兩嚙合齒輪的中心距要標準,中心線要互相平行、嚙合間隙要適中,嚙合接觸面積要適宜。兩嚙合齒輪具有準確的中心距和中心線相互平行,這乃是保證齒輪傳動裝置正常工作的最重要的條件;而齒輪的嚙合間隙相嚙合接觸面積是影響齒輪傳動裝置工作質量的兩個最重要的因素。
為了保證齒輪傳動的裝置質量,在裝配過程中必須對兩嚙合齒輪的中心距、中心線的不平行度和扭斜度,嚙合間隙和嚙合接觸面積等進行嚴格的柃査。
羅茨泵的同步齒輪副,在配裝方法和質量要求除上述外,還有其特殊要求,因羅茨泵兩個轉子的型線是互為共軛的,但它們彼此間又不互相接觸,而它們的傳動是靠這對同步齒輪傳動的。所以既要保證同步齒輪的精確嚙合,又要保證兩轉子的精確嚙合,使其它們的各部分間隙符合圖紙要求,保證均勻。因此這對同步齒輪,與其它齒輪不同,即齒圈與齒輪輪轂作成了兩件。
它們之間可產生相對轉動,在裝配過程中,當把轉子的嚙合裝好后,將位置固定下來,在兩齒輪上注以記號,這時,才把能活動的這個齒輪上的螺釘鎖緊,并配絞定位銷孔,打進定位銷。如此才能既保證轉子的正常嚙合,又保證同步齒輪的正常嚙合,否則就有轉不動或轉子間隙不均勻之弊。
3、鍵聯接的裝配
鍵是傳遞扭矩的中間聯接件,一部分在軸槽內,一部分在轂槽內,因此要求加工準確,也要求裝配準確。
4、密封填料的裝配
羅茨泵的轉軸在通過泵殼處,為了防止泵腔內外空氣的泄漏,因此在機蓋與泵殼接合處設有密封填料室,在填料室內填充填料,填料不能作為軸的支承點,而應緊抱軸的表面作密封用。為使填料緊密地壓在軸面上,填料凼的底封環和壓緊法蘭的端面,一般都作成120°的錐形面。填料凼中的填料應充分均勻壓緊,但不應過緊,因為壓緊過甚將使軸及填料之間的摩擦增加,從而使軸發熱。
軟填料由若干排填料繩組成,繩的橫斷面成為圓形或方形,填充時使繩的開口處彼此交叉地排列,直至填滿填料室為止。
5、羅茨泵端蓋的裝配
羅茨泵泵殼兩端的端羞上裝有軸承和密封件,因此在組裝時,端蓋應當仔細地裝配,因為它是用螺釘、銷釘等連接件與泵殼相接的,它的位置可上下左右移動,就利用這種移動來調整和保證轉子外圓與泵腔內壁之間、轉子與轉子之間、轉子端面與端蓋面之間的間隙。以及同步齒輪的嚙合好壞,都全由端蓋位置裝配得是否正確來保證。通常都是將前述各種要求達到之后,才重新將連接螺釘擰緊,并配絞銷釘孔,打緊定位銷釘使其不發生位移。
6、皮帶和皮帶輪的裝配
羅茨泵的電動機是單獨裝在電機滑軌上的,并用三角皮帶傳動。首先要分別將平衡過的皮帶輪裝在電動機軸和泵軸上。皮帶輪與軸是同鍵連接,皮帶輪固定在軸上之后,要檢在它們的徑向振擺和端面振擺,其—般徑向振擺允許在(0.00025?0.0005)范圍內,端面振擺允許在(0.0005?0.001)范圍內,為皮帶輪的直徑。
三角皮帶傳動裝置的皮帶松緊程度的調整,可改變電機在滑軌上的位置。經調整后的皮帶表面不凸出皮帶輪外圓,皮帶內面不落到槽底,否則會使皮帶的傳動能力降低。
錦工風機是一家生產羅茨真空泵的企業,已經有近20年的歷史,如果您有羅茨真空泵采購定制的問題,可以聯系我們的全國免費客服熱線
:羅茨真空泵

羅茨真空風機裝配:羅茨真空泵如何裝配?23個裝配流程來看下
羅茨泵的整體裝配流程:羅茨泵的整體裝配,在制造廠成立組裝時就已裝配好了?但在檢修拆散之后,必須要再組裝還原,因此又要進行整體裝配,但其裝配內容與在制造廠的組裝則有些不同。裝配步驟如下述:
(1)將裝好軸的左右旋轉子對好嚙合位置裝入泵殼內,主動轉子在后,從動轉子在前(即進口側)。
(2)在泵殼的右端面上涂上適當的黃油,將密封墊圈貼上,并對齊各螺栓過孔。
(3)擰上泵殼右端面的各錁柱,裝上有配對記號的右端蓋,裝上定位銷并上墊圈,擰上螺母。
(4)將未作標記的定距護套裝入已裝密封圈的座子內,再一同裝在主、從軸的右軸頭上,并將圈座用螺釘緊固在右端蓋上。
(5)將軸承盒裝入右端蓋內,用螺釘緊固。
(6)將清洗干凈的滾動軸承裝入右端蓋的軸承盒內,并注意在裝入軸承盒之前應在彈夾部位涂以適量的黃油。
(7)在軸承盒的止口位置裝上防塵蓋板,并用螺釘緊固,再在主、從動軸頭上裝上定距套。
(8)在泵殼的左端面上涂以適量黃油,將密封墊貼上,并對準各螺栓過孔。
(9)將螺柱裝在泵殼左端面的螺孔內,將有配對記號的左端蓋裝上,裝上定位銷,并配上螺母墊圈,擰緊螺母。
(10)將有標記的定距護套裝在主、從動軸的左軸頭上,并將已裝好密封圈的圈座裝于左端蓋上,用螺釘固緊。
(11)將軸承盒裝入左端蓋內,并在軸承盒內裝入已磨削好的軸承墊。
(12)將清洗干凈的滾動軸承裝在左端的軸承盒內,并注意在軸承跑道內填充適量的潤滑脂。
(13)在主、從動軸的右軸頭上,裝已作有嚙合標記的—對同步齒輪。
(14)在主動軸的右端軸頭上,裝上三角皮帶輪,并按順時針方向轉動此輪,且應輕快、靈活、無碰撞,無噪聲等。否則應適當調整齒輪的嚙合位置或返修,直達到要求為止。擰緊可調齒輪上的螺釘,并重作嚙合位置標記,拆下可調節的那個齒輪,重打定位銷,卸下三角帶輪。
(15)在主、從動軸的左端加上止退墊圈,擰緊圓螺母到位,將彈性墊圈裝入左端軸承盒內,將密封圈壓入透蓋內,并裝在主動軸的軸承座上,悶蓋裝在被動軸軸承座上,用螺釘緊固。
(16)在主動軸的軸頭上按嚙合位置裝上可調節的那個齒輪到位。在軸端裝上止退墊圈,裝上圓媒母到位。
(17)在右端蓋的端面上涂以少量黃油,貼上密封圈,并作好螺釘過孔,將Ml2螺栓裝入媒孔內,合上齒輪箱蓋,套上螺母墊圈、擰緊螺母。
(18)在齒輪箱蓋上裝配圓形油標,放油塞、透氣塞并到位。hd FJ11.C om
(19)在主動軸頭上裝上三角皮帶輪和外舌止動墊圈,并用螺母鎖緊。
(20)在軸承座上裝配油杯。
(21)如果在拆卸時卸下了穩壓箱,此時應在泵殼的排氣口上加上密封墊,裝上穩壓箱。
(22)空運轉試車
①在齒輪箱內應加足規定的潤滑油。
②運轉時應輕快、靈活和無明顯噪聲。
③軸承溫度應小于30℃。
(23)空運轉正常后,投入生產。
錦工風機是一家生產羅茨真空泵的企業,已經有近20年的歷史,如果您有羅茨真空泵采購定制的問題,可以聯系我們的全國免費客服熱線
:羅茨真空泵
柴油羅茨鼓風機 微型羅茨鼓風機 羅茨鼓風機基礎
山東錦工有限公司
地址:山東省章丘市經濟開發區
電話:0531-83825699
傳真:0531-83211205
24小時銷售服務電話:15066131928
