


風機葉輪動平衡怎么做_羅茨風機
風機葉輪動平衡怎么做:葉輪動平衡需要怎么做?
原標題:葉輪動平衡需要怎么做?
葉輪動平衡需要怎么做?葉輪動平衡是每一臺風機必經的標準制造流程。基于多年積累的豐富經驗,集智機電研發的葉輪動平衡機,從根本上為葉輪動平衡提供了有效的解決方案。動平衡實際上就是,通過在局部增加或減少一部分重量,將葉輪的質心,盡量地調節到靠近葉輪軸心的位置上。這樣做,風機運行過程中的振動和噪音,將顯著降低。
集智葉輪動平衡機在開機后,動平衡機在設定的轉速下旋轉葉輪,在控制面板中,會顯示出存在不平衡的相位角度,以及需要調整的不平衡量值。在絕大多數情況下,通常是優先選擇增加葉輪重量。通過在葉片、前盤或后盤上安裝螺栓、螺母和墊圈等平衡塊,進行葉輪的動平衡校正。對于鋼制離心葉輪,需要把金屬片焊接到葉輪上,之后再將它送去噴漆,作為第一次的動平衡。由于油漆自身重量,往往會影響第一次的動平衡結果,會在噴漆以后,再做第二次動平衡。
葉輪的動平衡等級,決定了允許的殘余不平衡量,與葉輪重量和葉輪轉速密切相關。為什么葉輪的動平衡如此重要?因為過度的不平衡會引起振動的超標,這會產生噪音異響,并對風機產生損害。可能的損害包括:軸承或皮帶的迅速磨損,電機使用壽命縮短,以及浪費電能。如果不能夠及時調整,整臺風機或相關系統可能會報廢。
集智平衡、平衡世界,集智人將積極響應國家號召,做大做強民族產業,持續鞏固和提升公司在國內外同行業中的技術優勢,全面提升公司綜合競爭能力和品牌影響力,為我國平衡裝備制造業發展作出貢獻。
:

風機葉輪動平衡怎么做:葉輪的動平衡方法與流程
本發明屬于離心式通風機技術領域,具體涉及一種葉輪的動平衡方法。
背景技術:
離心式通風機應用廣泛,在工廠、礦井、隧道、冷卻塔、車輛、船舶和建筑物的通風、排塵和冷卻;在鍋爐和工業爐窯的通風和引風;空氣調節設備和家用電器設備中的冷卻和通風;谷物的烘干和選送;風洞風源和氣墊船的充氣和推進等眾多領域中均大量應用。
現有技術葉輪的動平衡主要通過配重方法完成,一種方法是在葉輪的輪蓋和輪盤上采用焊接或者螺栓緊固等方式增加配種塊;另一種方法是采用鉆孔或去除材料等方法。兩種方法均能將葉輪的不平衡量控制在理論數據以內。以上兩種方法的弊端是,無論采用加重或去重,都將造成平滑的葉輪表面多出許多配種塊或者許多孔洞。其中不利因素有二,其一凹凸不平的表面對氣體造成擾動和阻力,不利于提高風機的工作效率;其二葉輪表面多出或缺失的部分在葉輪旋轉時與氣體不斷摩擦,此時極易產生氣動噪聲甚至嘯叫。
技術實現要素:
為了解決上述問題,本發明提供了一種葉輪的動平衡方法。
本發明提供了一種葉輪的動平衡方法,其特征在于,包括以下步驟:步驟1,使用動平衡機對葉輪進行動平衡試驗,根據動平衡機的指示,確定葉輪需要平衡的相位和需要的平衡質量;
步驟2,分別在葉輪的輪盤與輪蓋徑向邊緣的相位處鉆取若干數量的配重孔洞;
步驟3,計算鉛水配重的重量;
步驟4,在配重孔洞中灌注鉛水配重,并使用鋁焊封堵配重孔洞;
步驟5,使用動平衡機對葉輪進行動平衡試驗,檢測葉輪的不平衡量是否在規定范圍內,結果為是,進入下一步,結果為否,進入步驟1;
步驟6,結束動平衡試驗。
在本發明提供的葉輪的動平衡方法中,還可以具有這樣的特征:其中,步驟2中,當初始不平衡量較大時,配重孔的深度小于30mm,配重孔的直徑為8-12mm。
另外,在本發明提供的葉輪的動平衡方法中,還可以具有這樣的特征:其中,步驟3中,計算鉛水配重的重量時,考慮步驟2中去除的材料質量。
另外,在本發明提供的葉輪的動平衡方法中,還可以具有這樣的特征:其中,步驟4中,還包括預留鋁焊封堵位置。
另外,在本發明提供的葉輪的動平衡方法中,還可以具有這樣的特征:其中,預留鋁焊封堵深度大于6mm。
另外,在本發明提供的葉輪的動平衡方法中,還可以具有這樣的特征:其中,,葉輪動平衡等級為g=6.3級,
允許不平衡量的計算公式
式中:mper——允許不平衡量(g);
m——代表轉子的自身重量(kg);
g——代表轉子的平衡精度等級(m/s);
r——代表轉子的校正半徑(mm);
n——代表轉子的轉速(rpm);
發明的作用與效果
根據本發明的葉輪的動平衡方法,因為采用在葉輪徑向邊緣打孔灌鉛然后鋁焊封堵的動平衡方式,該種動平衡方式的有益效果是:葉輪做完動平衡后,其表面無凹凸不平的配重塊和孔洞,這樣便大大降低了由于配重塊或孔洞與空氣摩擦形成的氣動噪聲,更加避免了嘯叫產生。本發明的葉輪的動平衡方法,具有提高風機效率且降低風噪、避免嘯叫的優點。
附圖說明
圖1是本發明的實施例中葉輪正視示意圖;
圖2是圖1的剖面示意圖;
圖3是本發明的實施例中葉輪正視示意圖;以及
圖4是圖3的俯視示意圖。
具體實施方式
為了使本發明實現的技術手段、創作特征、達成目的與功效易于明白了解,以下實施例結合附圖對本發明的葉輪的動平衡方法作具體闡述。
實施例一
如圖1、圖2所示,葉輪包括輪蓋1、輪盤2、葉片3、軸盤4、輪蓋5。
其中,輪蓋5、葉片3、輪盤2、輪蓋1均通過模具鑄造成為一個整體。
輪蓋5可以是平直形、錐形、弧形。
葉片3可以是前向式、后向式或徑向式,ntfb取后向式葉片居多,如圖1所示,其中β<90°的葉片分布形式叫做后向式葉片。
輪盤2與輪蓋5具有相等外徑,輪盤與輪蓋外圈鑄有3-5mm厚的凸臺邊緣,用于葉輪加固和做動平衡使用。
一種鑄鋁葉輪進行動平衡的方法,包括以下步驟:
步驟1,使用動平衡機對葉輪進行動平衡試驗,根據動平衡機的指示,確定葉輪需要平衡的相位和需要的平衡質量。
如圖3所示,葉輪直徑d=735mm(r=367.5mm),質量m=47kg,轉速n=2900rpm,直聯剛性支撐。
根據gb9239標準中規定該葉輪動平衡等級應達到g=6.3級(根據公式計算雙面不平衡量應小于2.65g)。
附:動平衡計算公式
允許不平衡量的計算公式
式中:mper——允許不平衡量(g);
m——代表轉子的自身重量(kg);
g——代表轉子的平衡精度等級(mm/s);
r——代表轉子的校正半徑(mm);
n——代表轉子的轉速(rpm);
根據動平衡機指示,如圖3所示的輪蓋5上①處(相位為0°)初始不平衡量為20g,輪盤2上②處(相位為-120°)不平衡量為23g。
步驟2,分別在葉輪的的輪盤與輪蓋邊緣的相位處鉆取若干數量的配重孔洞,其中,當初始不平衡量較大時,配重孔的深度小于30mm,配重孔的直徑為8-12mm。
實施例中,分別在圖3、圖4中葉輪的輪蓋5上①、輪盤2上②處鉆孔,孔徑取10mm,孔深度30mm以內。
步驟3,計算鉛水配重的重量。
計算鉛水配重的重量時,考慮步驟2中去除的葉輪鉆孔的材料質量,并根據材質和孔的體積、數量,計算步驟2去除的質量。
此步驟的具體實施步驟為:
(1)已知葉輪密度為2.65g/cm3(材質為zl104),配重鉛密度為11.3437g/cm3;
(2)根據密度和孔徑定義鋁重系數和鉛重系數(系數=開孔面積x密度),經過計算鋁重系數為0.208,鉛重系數為0.89。
步驟4,在配重孔洞中灌注鉛水配重,并使用鋁焊封堵配重孔洞。
灌鉛水配重時預留鋁焊封堵位置,鋁焊深度一般不小于6mm(鋁焊孔徑為10mm,深度6mm,此時鋁焊塊的質量為定值)。
實施例中,鋁焊深度為6mm(鋁焊孔徑為10mm,深度6mm,此時鋁焊塊的質量為定值1.25g)。
規定配重質量用m表示;此時①處配重鉛重m=20-1.25=18.75g、②處配重鉛重m=23-1.25=21.75g;規定打孔深度為h,配重鉛深度即為h-6。
現可計算出①、②兩處的打孔深度:
附公式:m=0.89(h-6)-0.208h+1.25
①處已知m=18.75g,計算得出打孔深度h=21.94mm,鉛水深度15.94mm
②處已知m=21.75g,計算得出打孔深度h=24.67mm,鉛水深度18.67mm
灌鉛水配重時須預留鋁焊封堵位置,鋁焊深度一般不小于6mm(鋁焊孔徑為10mm,深度6mm,此時鋁焊塊的質量為定值);
在相位①處打一個φ10mm孔,深度為21.94mm,灌入15.94mm鉛水;在相位①處打一個φ10mm孔,深度為24.67mm灌入18.67mm鉛水;分別用鋁焊封堵兩處孔,鋁焊深度均為6mm,此時第一輪動平衡制作完成;
步驟5,使用動平衡機對葉輪進行動平衡試驗,檢測葉輪的不平衡量是否在規定范圍內,結果為是,進入下一步,結果為否,進入步驟1。
不平衡量將逐步減小,兩到三次以后可將葉輪的不平衡量控制在規定范圍內。
重復步驟1-5兩到三次(此時根據動平衡機指示,相位將變化,不平衡量將減小),逐次縮小打孔深度即可將葉輪的不平衡量控制在合理范圍內,即不平衡量小于2.65g。
步驟6,結束動平衡試驗。
實施例二
本實施例的動平衡方法,在葉輪轉速低于1500r/min的情況下,可采用在葉輪徑向邊緣打孔并攻絲而后注入鉛水的動平衡方式。
本實施例方案僅可用于葉輪轉速低于1500r/min的條件下,葉輪轉速高于1500r/min,配重鉛塊由于受到較大離心力的作用,將存在被甩出的風險。
本實施例方案省去了鋁焊封堵工藝,葉輪制造完成后可達到與實施例一相同的效果。
實施例的作用與效果
根據本實施例的葉輪的動平衡方法,因為采用在葉輪徑向邊緣打孔灌鉛然后鋁焊封堵的動平衡方式,該種動平衡方式的有益效果是:葉輪做完動平衡后,其表面無凹凸不平的配重塊和孔洞,這樣便大大降低了由于配重塊或孔洞與空氣摩擦形成的氣動噪聲,更加避免了嘯叫產生。
本實施例的葉輪的動平衡方法,具有提高風機效率且降低風噪、避免嘯叫的特點。
上述實施方式為本發明的優選案例,并不用來限制本發明的保護范圍。
風機葉輪動平衡怎么做:風機葉輪動平衡如此重要
內容聲明:谷瀑環保為第三方平臺及互聯網信息服務提供者,谷瀑環保(含網站、客戶端等)所展示的商品/服務的標題、價格、詳情等信息內容系由店鋪經營者發布,其真實性、準確性和合法性均由店鋪經營者負責。谷瀑環保提醒您購買商品/服務前注意謹慎核實,如您對商品/服務的標題、價格、詳情等任何信息有任何疑問的,請在購買前通過谷瀑環保與店鋪經營者溝通確認;谷瀑環保設備網上存在海量店鋪,如您發現店鋪內有任何違法/侵權信息,請在谷瀑環保PC版首頁底欄投訴通道進行投訴。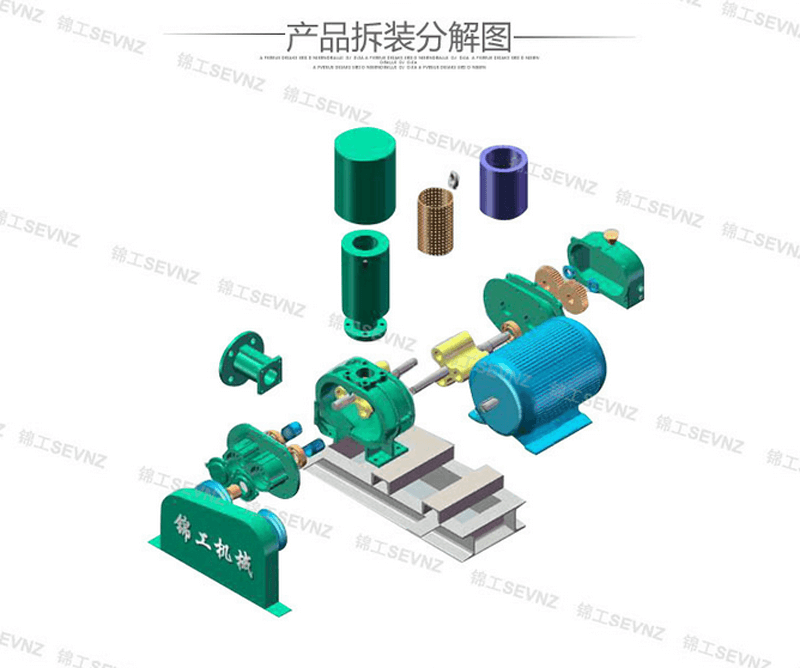
風機葉輪動平衡怎么做:風機葉輪現場動平衡怎么做
風機葉輪現場動平衡怎么做?很多客戶風機出現問題,大部分都是產生不平衡的問題,這個時候我們就需要做動平衡。有的是風機需要做動平衡,有些是葉輪需要做動平衡。不管是風機還是葉輪動平衡,我們公司昆山利泰檢測儀器有限公司都是可以做的,并且我們與國內很多公司都是建立了良好的合作關系的。
風機葉輪現場動平衡怎么做?下面小編根據我們公司技術的講解,給大家做了一個小結,具體內容如下;
1、 首先知道風機的轉速,風機的質量,使用現場動平衡儀測量收集數據,分析倍頻及頻譜,如是1倍頻造成的,在相應的相位處加配重,開機運行。
2、知道風機轉速,葉輪上式重,再次配重,現場解決,快捷方便
風機葉輪現場動平衡怎么做?我們公司昆山利泰檢測儀器技術工程師在給客戶做風機葉輪現場動平衡的時候是不需要拆卸風機葉輪的,此外我們都是用瑞典原裝進口的現場動平衡儀CXBalancer來做測試的,測量結果準確。能夠快速幫助客戶分析哪里出了問題,能很好解決動平衡的問題。
最小羅茨鼓風機 三葉羅茨鼓風機生產 高溫高壓羅茨鼓風機 羅茨鼓風機售后
山東錦工有限公司
地址:山東省章丘市經濟開發區
電話:0531-83825699
傳真:0531-83211205
24小時銷售服務電話:15066131928
